软件|LED腔体制造加工应该使用什么型号的机床?急!
文章图片
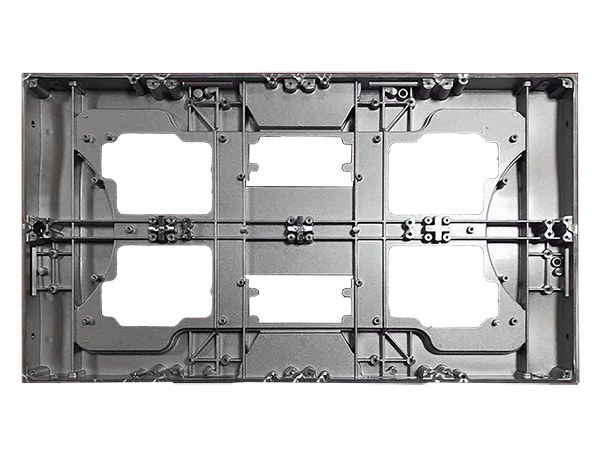
LED腔体制造加工应该使用什么型号的机床?急!
从图示中不难看出一个LED腔体不仅需要底面四个角的加工还需要四个及顶面的五个面加工(底面四个角+四个侧面+一个顶面)那么加工步骤就可以很容易规划 。
传统机床加工步骤:
步骤 1、加工底面四个角-1.7min
步骤 2、粗加工侧面1-3.2min
步骤 3、粗加工侧面2-3.2min
步骤 4、粗加工侧面3-3.2min
步骤 5、粗加工侧面4-3.2min
步骤 6、加工顶面-10.5min
步骤 7、精加工侧面1-4min
步骤 8、精加工侧面2-4min
步骤 9、精加工侧面3-4min
步骤 10、精加工侧面4-4min
装夹时间=3min
装夹次数=10次
加工时长合计:3min*10+41min=71min
传统机床加工LED腔体主要是每次加工都要设计到一次装夹 , 装夹次数多导致时间大幅度延长 , 要知道效率是影响一家工厂的生命线 。 LED行业面临如此境地 , 华亚数控的压铸件专机-五面体加工中心应运而生 。 下面来看看五面体加工中心的加工步骤规划时间 。
五面体加工中心加工步骤:
步骤 1、加工底面四个角-1.7min
步骤 2、夹具改变夹紧部位-0.1min
步骤 3、加工顶面-10.5min
步骤 4、加工四个侧面-12.3min
装夹时间=3min
装夹次数=1
加工时长合计:3min*1+24.6min=27.6min
不难看出五面体加工中心在LED腔体的加工上 , 是传统机床加工效率的2.5倍以上 。 五面体加工中心采用一套系统控制单元 , 节约调机时间 , 一套夹具实现多面加工取代传统多工序多夹具加工 。 一台机床可以代替多台加工设备的机器人流水线(柔性化单元)这样省电省机床用油 , 而一台机床的占地面积远远小于流水线所需要的占地面积 。
五面体加工中心采用立、卧、回转分度组合 , 实现车、铣及五面加工 , 可代替多台加工设备的机器人流水线 , 实现大零件复合加工 , 真正做到了节约成本 , 节约能量 , 节省人力 , 节省产地 。 打破了传统加工模式 , 提高空间精度 , 提升产品品质 , 五面体加工中心广泛运用于LED灯箱、新能源、通讯等压铸腔体 。
机械特性
1、五面体加工中心采用了整体结构设计 , 是由一台卧式加工中心和一台立式加工中心组合而成;
它们共同使用了一套工作平面系统 , 并装有回转分度装置 , 可任意旋转角度实现多面、车铣复合加工;
该发明获得国家专利 。
2、一次装夹 , 减少多次装夹的误差 , 提高精度 。
3、五面体加工中心满足大零件复合加工、提高加工效率 。
4、系统简化且节能、节约成本、节省能耗、缩小占地面积 。
5、转台具有消隙功能 , 增加钢性 。
6、一套系统控制两个单元 , 该软件获得软件著作权 。
【软件|LED腔体制造加工应该使用什么型号的机床?急!】7、软件技术还具备自我保护功能 。
- 软件|分享几个电脑的压缩和辅助工具给你
- 12月27日|redmiwatch3升级1.75英寸amoled高刷屏49
- Mini LED|新年换机推荐:一加小米和iQOO,骁龙8 Gen 2旗舰任选不掉坑
- Redmi|499元!Redmi Watch 3发布:升级1.75英寸AMOLED高刷屏
- 不同的软件具体的功能与作用是不同的我们在选择一款好的软件的时候往往都会提前去区别一下软件...|游戏投屏使用什么软件比较好
- 软件|Windows系统必备的软件
- 屏幕|业内首发!京东方率先实现LTPS P0.9玻璃基MLED屏幕量产
- 软件|专访华兴资本董事秦川:中国企服公司全球化,要抓住新兴市场的移动互联网机遇|软件全球化
- lg预告27/45英寸UltraGearOLED游戏显示器
- 12月27日消息|微软首席工程师raymondchen点评微软销量最糟糕的软件