文章图片
文章图片
江苏激光联盟导读:
本综述旨在重点介绍3D打印聚合物基 , 金属金属和金属陶瓷应用的范围 , 同时讨论增材制造多材料结构的优势和挑战 。 本文为第三部分 。
【机械|多材料结构的增材制造(3)】5.多功能金属陶瓷结构的MM-AM
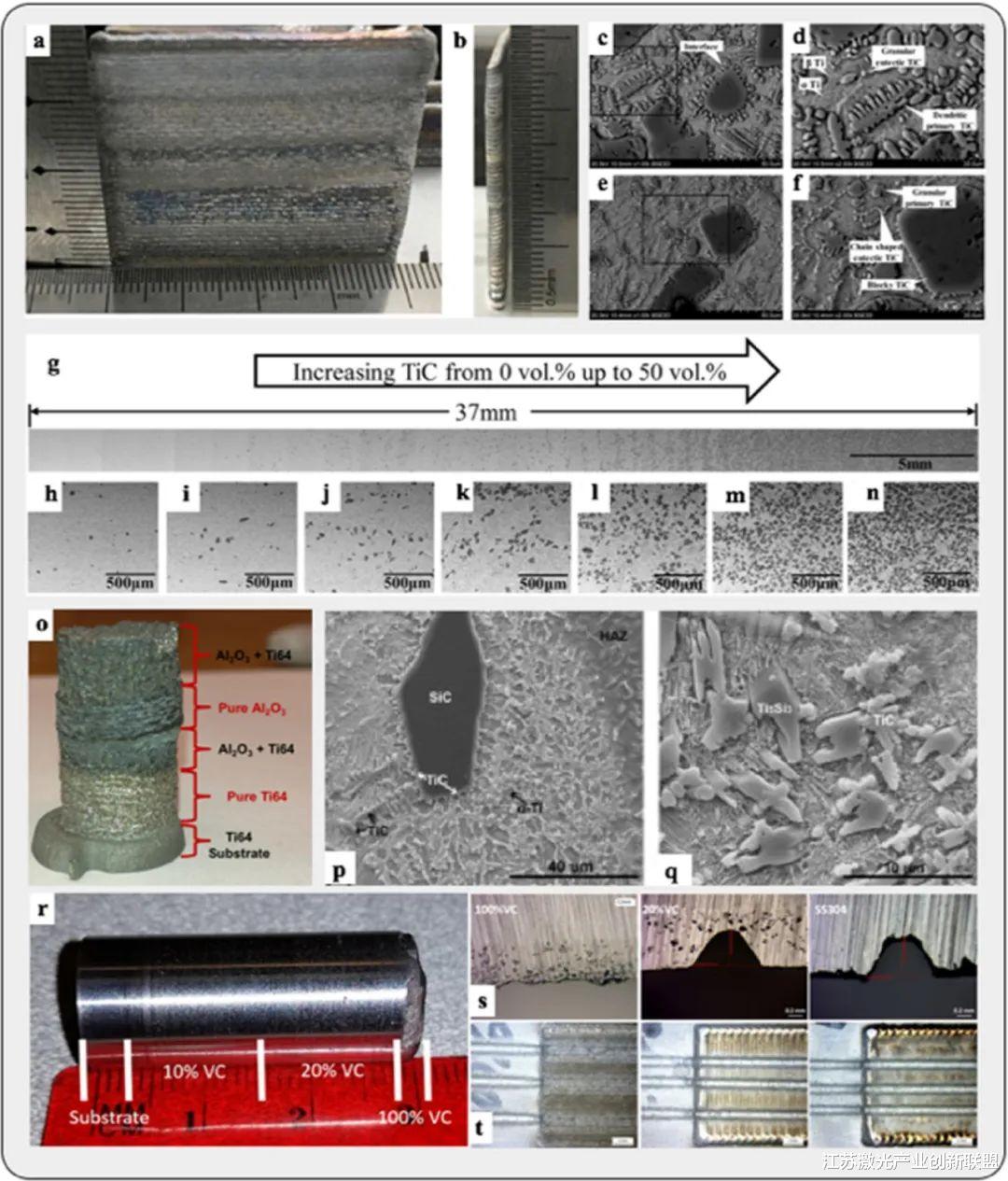
金属和陶瓷AM还不是一个成熟的领域 。 由于熔化温度和相关热应力的高不匹配 , 将金属和陶瓷结合成一个整体是困难的 。 陶瓷能够有效熔化和流动的温度可能高于金属 , 在某些情况下 , 温度已经导致金属在陶瓷开始流动之前就蒸发了 。 这是在创造Ti6Al4V-Al2O3结构时观察到的(图5o) ,Al2O3粉末在熔化之前吸收了足够的激光能量 , 周围的Ti6Al4V粒子在Al2O3粉末开始熔化和结合之前开始蒸发 。 这只是众多问题之一 , 当必须处理在AM过程中的金属与陶瓷的结合 。 然而 , 当这两种材料成功地结合在一起时 , 就可以制造出超高性能的组件和前所未见的材料 。 在下面的文本和表3中可以看到这些高性能结构的一些具体例子 。
图5 通过MM-AM工艺创造金属陶瓷结构和微观结构 。 独特的结构包括(a - f)丝料过程中添加的TiC颗粒和(g-n)随着颗粒添加量的增加而增加的颗粒形貌 , (o)沉积状态下新颖的Ti6Al4V?+?Al2O3成分梯度结构 , (pq) SiC增强钛涂层中的TiC反应产物;(r)缸内不锈钢304至VC级配及其(st)耐磨性随碳化物百分比的增加而增加 。
MM-AM研究最广泛的领域之一是研究金属基复合材料 。 金属基复合材料一直是人们感兴趣的领域 , 因为它们可以被设计成具有超越传统合金的性能 , 如提高温度、耐磨性、硬度、强度、导电性和重量 。 添加的相或化合物可以以多种方式加强金属 , 特别是作为涂层 。 首先 , 具有不同CTE的不同成分的快速冷却会产生固化应力 , 固化应力可以作为从压缩应力扩展裂纹的屏障 , 这对提高零件寿命非常重要 。 第二相也会在金属基体中引起内应力 , 因为它会导致原子顺序和结构上的缺陷 。 在H13工具钢表面激光熔覆cpm9?V涂层时 , 内部应变会增加涂层硬度 。 在马氏体和残余奥氏体中形成VC的证据表明 , 与H13基体相比 , 硬度提高了300% , 高能输入导致材料局部膨胀/收缩 , 产生了约?1000?MPa的残余压法向应力 。
金属间化合物增强体周围金属的快速凝固也会导致强大的基体/颗粒结合 。 这有助于荷载在各相界面之间传递 , 并降低开裂的可能性 。 过去 , 根据约束理论 , 金属间化合物也显示出能抑制晶界上的位错运动 。 在SLM Al85Nd8Ni5Co2铝合金的情况下 , 产生了由AlNdNi4、Al4CoNi2和AlNd3亚微米相组成的复合金属间化合物微观结构 。 这些硬相作为一个障碍物 , 可以偏转或阻止裂纹 , 并增加变形运动的有效平均路径 , 以便在破坏前发生更多变形 。 此外 , 通过高温下的约束理论 , 加速位错运动被限制为沿晶界的运动 , 从而进一步强化材料 , 并导致1.08的高抗压强度平均绩点300?铝合金的温度为摄氏度 。 已经制备了多种金属基复合材料 , 包括用常规工程合金、粘接硬质陶瓷元件 。 图5r-t给出了成分梯度不锈钢到VC圆柱体的示例 , 随着VC百分比的增加 , 其研磨性能得到改善 。
这些MMC的其他一些具体示例包括不锈钢上的钇稳定氧化锆涂层、成分和结构梯度Ti-TiO2以及不锈钢-钛双金属结构 。 AM-yttria稳定氧化锆涂层的高性能归因于获得了金属直接能量沉积技术(尤其是透镜)所特有的精细结构特征 。 快速凝固可产生精细的微观结构特征 , 以及沿涂层厚度方向定向的柱状晶粒 。 这些特征是有利的 , 因为细晶粒显微结构的硬度值高达2000HV , 柱状晶粒已被证明可延长某些热障涂层的寿命 。 透镜还用于在不锈钢基材上加工致密的WC–12%钴复合涂层 。 WC–12%钴涂层硬度在1171和1181 HV之间变化 , 平均干滑动比磨损率在3%范围内?×?10?6.?mm3/Nm和6.5?×?10?6.?在Si3N4接合面上为mm3/Nm 。 发现钴相的变形和挤压 , 以及随后的断裂和碳化物颗粒的去除是主要的材料去除机制 。
- 芯片|全球芯片企业Top15:美国芯片有多强,都在这份榜里了
- 删除|删除Word表格后面多出的空行,两步轻松搞定!
- 三星|三星2K直屏到底有多细腻?Redmi做了一张手机屏幕测试图:你的手机能看清吗
- 微信|微信正式发布3个新功能,困扰了多年的“痛点”终于解决了!
- 机器人|软机器人是气动、化学、机械、液压和电气部件的复杂混合体
- 三星|Redmi K50 Pro三星2K直屏到底有多细腻?一整本万字《论语》一屏看清
- 达尔优发布 A84 Pro 旗舰三模机械键盘,搭载 RGB 灯条
- 小米科技|安兔兔的3.15打假报告:仿冒华为、小米山寨机比苹果都多?
- iphone12|2021年哪款手机出货最多?iPhone 12第二 第一是三星这款机型
- |很多业主都不知道:冰箱上不能放这5种东西,难怪电费越来越多!