文章图片
文章图片
平行走刀加工矩形平面是比较常见的方式 , 可以使用折返走刀 , 也可以使用同向走刀 , 这个实例我们就来编制两种方式的平面铣削宏程序 。
一、首先看折返走刀加工的程序:
G90G54G40G01Z100F1000
M03S2000
#3=20 刀具直径
#2=0 切削宽度初始值
#7=120 长
#8=100 宽
N10
#2=#2+0.6*#3
G1X[-[0.5*#3
-5
Y[#2-[0.5*#3
F300 定位到切削起点 , 刀具边缘距离工件边缘5mm
G1Z-1 下刀
G1X[#7+[0.5*#3
+5
F500 切至工件右边 , 并且刀具切出工件5mm
IF[#2GT#8
GOTO20
#2=#2+[0.6*#3
G1Y[#2-[0.5*#3
G1X[-[0.5*#3
-5
IF[#2LE#8
GOTO10
N20
G01Z100F1000
M5
M30
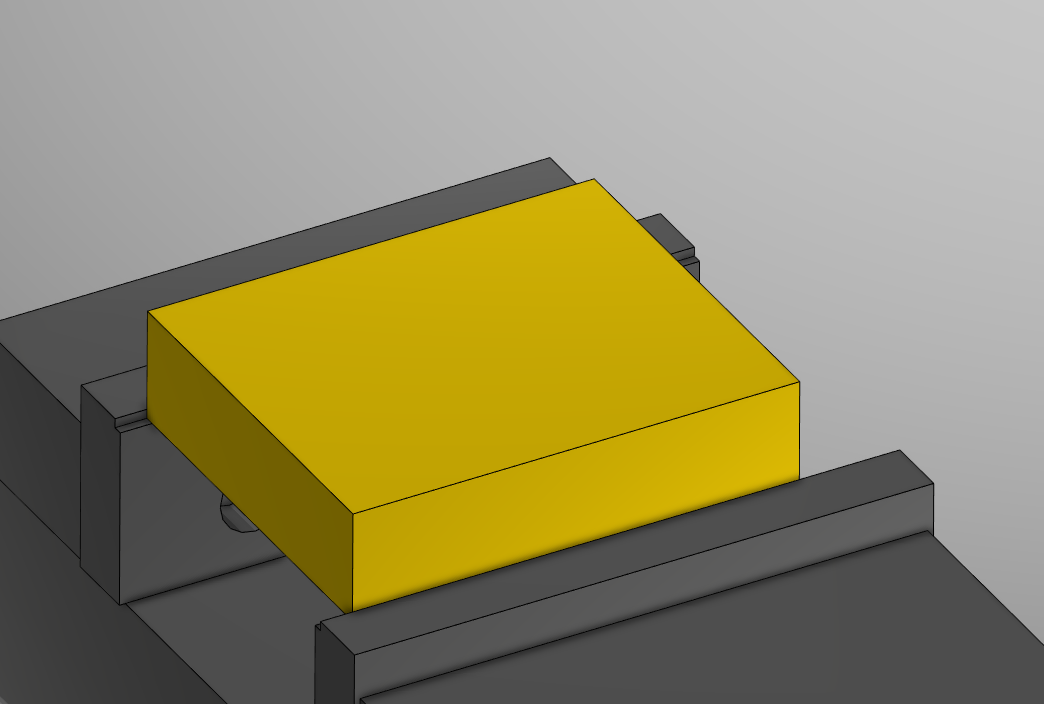
毛坯装夹:
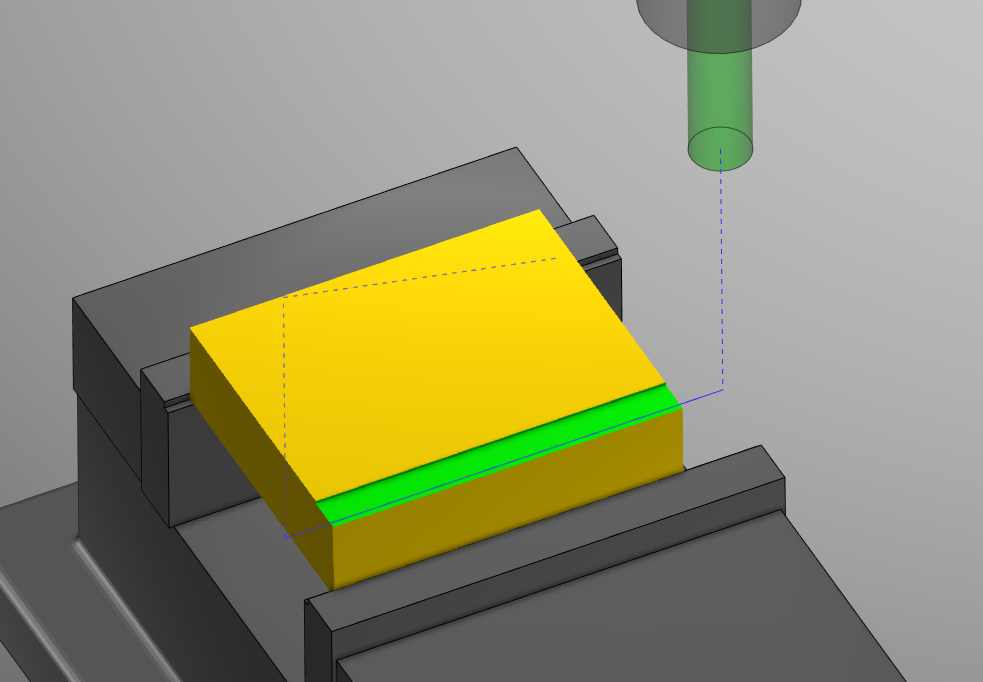
仿真结果和走刀轨迹如下:
使用IF原句循环时 , 就是到达循环体时 , 程序不管条件怎样 , 都会先执行 , 递增后再判断是否跳转回开始 。 我们既然切工件 , 第一刀肯定是要切削的 。 但切完第一刀后 , 不一定会走折线往回 , 因为一刀后可能就够宽度了 , 所以折线前先判断IF[#2GT#8
GOTO20
, 如果满足条件 , 就不用折返走一次刀了 , 直接跳过循环至N20 。
当程序中宽度#8=10时 , 程序只走一刀 , 因为第一刀后 , #2=12>#8了 , 满足条件IF[#2GT#8
GOTO20 , 则跳出循环 , 结果如下图:
二、下面是同向走刀进给的走刀轨迹参考程序:
G90G54G40G01Z100F1000
M03S2000
#3=20 刀具直径
#2=0 总切削宽度初始值
#7=120 长
#8=100 宽
N10
#2=#2+0.6*#3
G0X[-[0.5*#3
-5
Y[#2-[0.5*#3
F300 定位到切削起点 , 刀具边缘距离工件边缘5mm
G1Z-1F1000 下刀
G1X[#7+[0.5*#3
+5
F500 切至工件右边 , 并且刀具切出工件5mm
G0Z5
IF[#2LE#8
GOTO10
G01Z100F1000
M5
M30
仿真结果及走刀轨迹:
【Java|FANUC数控铣床编程实例48 矩形平面区域的行切加工宏程序-折返走刀和同向走刀】
- javascript|Web前端培训:什么是 MEAN Stack?
- javascript|奢侈品级别音响B&W加持,峰米向行业第一发起冲击?
- Java|带你入门Java之每日3分钟Java——数据类型和常量变量
- Java|慎入慎入!!又是被互联网“美人”诈骗的一天!
- Java|假如让谷歌浏览器进入中国市场,国产浏览器会受到很大影响吗?
- javascript|帕特·基辛格被任命为英特尔CEO已有一年
- Java|重磅丨屯粮积草网与腾讯达成2022年度战略合作,实现主流搜索引擎全覆盖!
- 阿里巴巴|Java程序员从携程、美团、阿里面试回来,这些面经分享给大家
- meta|搞Java怎么玩深度学习,生产环境用DL4J啊
- javascript|SSD、显卡速度再翻倍! 新一代PCIe 6.0标准正式定案